IMS presents magnet-based Inclusion Detection System (IDS)
for strip steel up to 1 mm thick
Heiligenhaus, June 2023

IMS Messsysteme GmbH presented the optimised version of its Inclusion Detection System (IDS) for cold-rolled strip steels at this year’s METEC
- Reliable detection of internal inclusions, shell defects and optically undetectable surface defects
- IDS is particularly useful for manufacturers of tin plates and thin sheets who have to guarantee the highest quality assurance for the automotive or food industry
- The image processing with feature calculation and classification used distinguishes existing material defects on the basis of their size and defect type
Perfect material purity and surface quality of cold-rolled steel is essential for subsequent processing into high-quality products. The smallest material defects of various types can cause material weaknesses in the form of inhomogeneities only becoming visible at the very end of a processing operation, such as coating, leading to material fractures in forming processes or even damaging tools in the production process. This involves not only high follow-up costs, but ultimately also a risk of losing customer confidence.
Until now, manufacturers have used optical inspection systems with camera and sensor technology as well as industrial image processing to check the surface quality of strip steels. However, if the material has internal inclusions, shell defects or optically undetectable surface defects, these have so far remained undetected when using conventional testing and measuring methods.
A world first for use in industrial production processes
IMS Messsysteme, the pioneer of innovative inspection and measuring systems for the steel, aluminium and non-ferrous metal industries based in Heiligenhaus, Germany, presented its first market-ready Inclusion Detection System (IDS) for black plate up to 0.6 mm thick for the early detection of internal inclusions and shell defects by means of magnetic leakage flux in spring 2022.
The response among experts to this worldwide innovation was tremendous, as IMS has succeeded in applying the magnet-based method for quality assurance in industrial processes at high speeds.
Just in time for METEC 2023 in Düsseldorf, the world’s largest metallurgy trade fair, IMS presented the next logical development of the IDS that will revolutionise quality assurance in the sheet steel industry. With the new version of the Inclusion Detection System, cold-rolled strip steel up to 1 mm thick can now also be inspected; previously, the system was limited to the area of thinner black plate. Thus, from now on, not only tinplate producers but also, for example, manufacturers of steels for the automotive industry will benefit from the new inline measuring system.
Unlike an optical surface inspection system, the Inclusion Detection System (IDS) is able to detect defects often lying completely within the material and for which there are no visible signs on the material surface.
With the improved IDS, we enable producers of black plate and now also thin sheet as well as their customers to check the quality of the material for internal inclusions, shell defects and minimal surface defects before further processing.
Internal inclusions lead to material fractures during, for example, deep drawing, and shell defects with minimal height differences and that are concealed by a coating often only become visible on finished painted car parts in the form of visual irregularities.explains Christian Knackstedt, Division Manager Sales & Marketing.
Just get
in touch.
You are interested in our groundbreaking
Inclusion Detection System – IDS?
Great! Let’s talk about.
Please don´t hesitate to contact me if you require further
technical information or explanations regarding the online
detection of inclusions.
Sincerely,
Christian Knackstedt
Division Manager Sales & Marketing

Phone
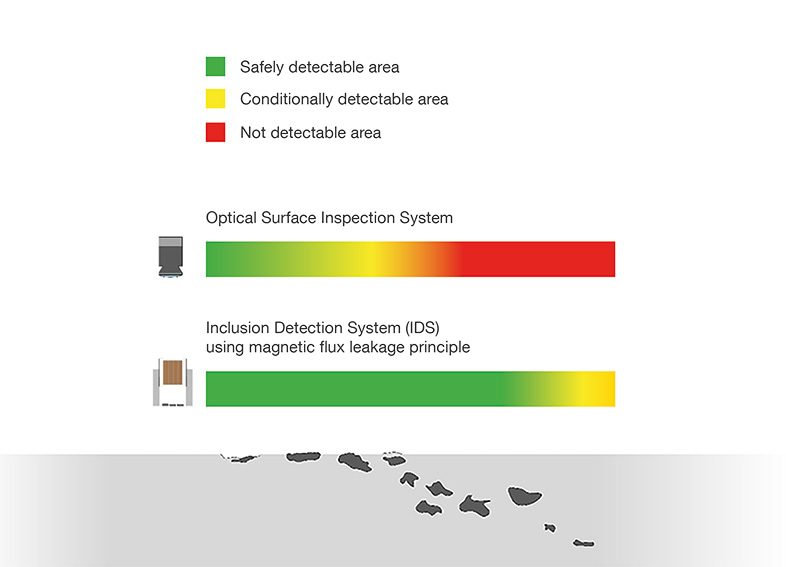
Figure 2 (Source: IMS Messsysteme GmbH):
Comparison of the detectable areas of an optical surface inspection system and the Inclusion Detection System (IDS) based on the magnetic flux leakage principle
If the system detects such defective areas, which would lead to rejects and customer complaints in subsequent processing steps, at an early stage and during the ongoing process, these areas can be extracted specifically from the strip. In this way, manufacturers can ensure and document consistent high quality of their steel products. The customers who subsequently process the strip steel into high-quality products benefit from this most of all.
The IDS is particularly useful for manufacturers of fine sheet and black plate who have to guarantee the highest quality standards for the automotive or food industries. The image processing with feature computation and classification used distinguishes the material defects based on their size and type. The inspection system and the defect classification are adapted according to customer specifications and material.
By using the system, users can not only guarantee the high quality of their products, but also document the material structure verifiably thanks to the complete evaluation. The cost of purchasing the system can pay for itself in a short period of time, as companies reduce the need for reworking, their reject rate as well as possible costs for complaints or even recourse claims due to material defects.
In addition, resources are saved and costs reduced because the defective steel can be remelted. IDS thus sets a new standard in quality assurance and contributes indirectly to achieving the sustainability goals of the steel industry.

Figure 3 (Source: IMS Messsysteme GmbH):
Representation of a rolling and coating defect, material thickness 660 µm, and its signal curve
Background information:
In steel production and the subsequent casting process, inclusions get into the melt during the metallurgical process. Some of these non-metallic particles remain in the steel products produced. In the subsequent rolling processes, a part of these internal defects are not rolled out of the steel, but instead take on an elongated shape due to the deformation of the material. If these internal inclusions and shells do not appear as open defects on the surface of the material, they cannot be detected with conventional optical measuring systems.
The relative magnetic permeability of such inclusions is significantly lower than that of the surrounding material. Based on this physical fact, detection by magnetic leakage flux is possible. In this method, the material to be tested is magnetised. If the structure is homogeneous, the magnetic field on its surface is also homogeneous. If there are local areas in the material with significantly lower permeability, caused by, for example, non-metallic inclusions, cracks or indentations on the surface, the magnetic resistance increases at this point. A part of the magnetic flux is thus forced to the surface of the material, thereby enabling detection.
Material defects in the form of internal inclusions and shell defects can lead to material fractures and thus to an increased reject and complaint rate, significantly disrupt the production process or even cause cost-intensive damage to the tools, especially in manufacturing processes with high degrees of deformation – such as deep drawing. The Inclusion Detection System (IDS) developed by IMS Messsysteme detects and visualises the described defects continuously, without contact and non-destructively in the running production process at a strip speed of up to 1100 m/min in strip thicknesses of 0.1 to 1 mm – and this on both uncoated and coated material. The detectable equivalent defect size for holes is 70 μm in diameter. The system detects grooves up to 10 μm deep, 100 μm wide and 1,000 μm long. The actual minimum defect size must be determined depending on the application.
Electromagnets are used transverse to the rolling direction to magnetise the material. Their power can be adapted to the properties, structure and geometry of the material being inspected and can be switched off for maintenance and cleaning purposes. One magnet and the sensor line inside each magnet are combined to form a compact sensor module. The modules are implemented in protection class IP 64, which enables direct use in harsh environments. To ensure mechanical stability, the sensor module rows and their carriers are kept at the right temperature with water.
The digitised sensor signals from up to eight sensor modules are fed to a common Gig-E hub and converted to the Gig-E camera standard. The Gig-E hubs are connected to a camera computer that handles signal pre-processing, defect detection, feature computation, classification as well as control and adjustment of the sensor modules. Visualisation of the defects as well as the connection to the customer database is effected via a higher-level database server, where the defect images are stored and the production and training database are also located.

Inclusion Detection System (IDS )
Internal Inclusions, Shell and Optically Undetectable Surface Defects



{kind=link}
{kind=link}
{kind=link}